The global flexible packaging market is undergoing a seismic shift. From high-barrier snack bags and stand-up pouches to sterile pharmaceutical wrappers, the demand for lightweight, sustainable, and convenient packaging is skyrocketing. For printers and converters, this growth presents a massive opportunity—but it also introduces a set of technical complexities that traditional printing methods simply cannot handle.
At the heart of this challenge is the substrate itself. Unlike porous paper or absorbent corrugated board, film substrates like BOPP, PET, PE, and metallized films are non-porous, chemically inert, and physically demanding. In this high-stakes environment, the difference between a profitable run and a total loss often comes down to what happens in the ink room long before the press starts spinning.
To survive and thrive in this market, printers must move beyond manual bucket-and-scale mixing. Implementing a state-of-the-art automated ink dispensing system is no longer a luxury; it is the fundamental infrastructure required for modern color management and operational efficiency.
To understand why a professional ink color matching machine is necessary, one must first understand the “silent killers” of quality that occur when printing on non-absorbent surfaces.
One of the most common failures in flexible packaging is poor ink adhesion. Film surfaces have low surface energy, often measured in “dynes.” For an ink to bond, its surface tension must be lower than the dyne level of the film.
The Problem: In a manual mixing environment, the ratio of resins, surfactants, and adhesion promoters often fluctuates. Even a 1% error in a recipe can raise the ink’s surface tension, causing it to “bead up” (reticulate) rather than wet the surface.
The Automated Solution: An automated ink mixer ensures that every drop of adhesion promoter is measured with gravimetric precision, ensuring that the chemical bond between the ink and the BOPP or PET film is unbreakable every single time.

Food safety is the highest priority in flexible packaging. Solvent-based inks are standard, but they carry the risk of solvent retention—where trapped solvents remain in the ink layer after drying.
The Root Cause: If your ink formulation has an inconsistent solid-to-solvent ratio due to imprecise mixing, the drying profile in the press ovens will be unpredictable. “Skinning” occurs, where the surface dries too fast and traps solvents underneath.
The Impact: Trapped solvents lead to unwanted odors, potential food contamination, and reduced lamination bond strength. By using a gravimetric ink dispensing system, you lock in the exact evaporation profile required for safe, odor-free packaging.
When printing on clear film, the background doesn’t help you. You rely entirely on the ink’s pigment density.
The Variation Issue: In manual mixing, “pigment loading” varies batch by batch. If your white backing ink lacks sufficient opacity because the mixer didn’t add enough TiO2 (Titanium Dioxide), the entire color gamut of the package will shift.
The Result: Your brand colors look “muddy” or “thin.” An automated ink color matching machine eliminates this by ensuring the pigment-to-extender ratio is mathematically perfect, providing the high-hiding power needed for premium film finishes.

Not all ink dispensers are created equal. When shopping for an ink dispensing machine for a film-based production environment, specific mechanical and software features are non-negotiable.
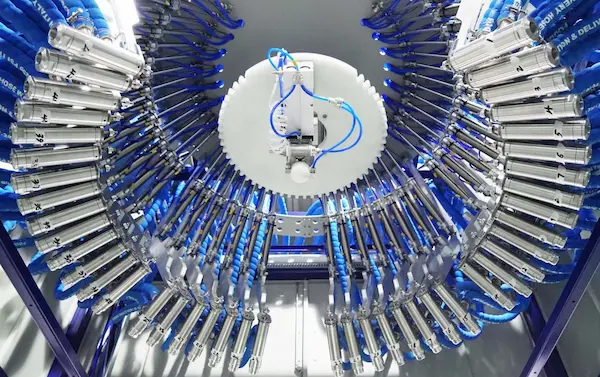
The core of any high-end ink kitchen automation is the scale and the valve.
Ultra-High Resolution: For flexible packaging, where batch sizes vary from a 2kg sample to a 500kg production run, the system must offer a resolution of ±0.1g.
Two-Stage Dispensing: Precision valves should offer a “fast flow” for bulk filling and a “fine pulse” for the final milligrams. This ensures that the most potent pigments and additives—which are used in tiny amounts—are never over-dosed.
Solvent-based flexo and gravure inks use aggressive chemicals like Ethyl Acetate, Ethanol, and MEK.
Materials Matter: A professional ink dispensing system must be built with “wetted parts” made of 301/316 stainless steel and PTFE (Teflon) or Kalrez seals.
Durability: Cheap seals will degrade, leaching rubber particulates into your ink, which causes “hickies” or streaks on the film. Industrial-grade construction protects both the machine and your final product quality.
Viscosity is the “heartbeat” of ink performance. On film, if the ink is too thick, it won’t transfer; if it’s too thin, it won’t cover.
Atmospheric Control: Open-air mixing leads to solvent loss and viscosity spikes. A modern ink mixing system utilizes closed reservoirs and, in some cases, temperature-controlled jackets to keep the ink at the “sweet spot” for high-speed printing.
Many printers view an automated ink dispenser as an expense, but in reality, it is one of the fastest ROI (Return on Investment) tools in a packaging plant.
The single biggest waste in flexible packaging is “Return Ink.” When a job is finished, the leftover ink in the fountain is often considered useless because its color has shifted slightly or its viscosity has changed.
The Manual Failure: Operators usually store this in “mystery buckets” that eventually get sent for hazardous waste disposal—at a high cost.
The Automated Advantage: A smart ink color matching system weighs the returned ink, analyzes its current color via spectrophotometer integration, and re-calculates it into the next production batch.
The Savings: By “working off” press returns, converters can reduce their annual ink spend by 25% to 35%, effectively paying for the machine within the first year.
Every minute a press sits idle while the ink room “adjusts” a color is lost profit.
Right First Time (RFT): Manual mixing often requires 3 or 4 adjustments at the press side to get the color right. An automated ink mixer delivers “Right First Time” color, reducing substrate waste during make-ready by up to 50%.
Labor Efficiency: Instead of three people manually stirring buckets, one operator can manage the entire ink kitchen, freeing up staff for higher-value tasks on the production floor.
The modern ink dispensing machine is no longer just a pump and a scale; it is a data hub that connects your prepress, production, and accounting departments.
The best systems communicate directly with color formulation software (like X-Rite’s InkFormulation Software).
1.Digital Standards: Your customer sends a digital color target.
2.Recipe Calculation: The software creates a recipe specifically for the film substrate you are using.
3.Direct Dispense: The recipe is pushed to the ink dispensing system, which mixes it without human error.
In the pharmaceutical and food sectors, traceability is mandatory. If a consumer reports an issue, you must be able to prove exactly what went into that package.
Data Logging: An automated system logs every batch, including the lot numbers of the base components, the operator’s name, the date, and the exact weights. This digital record-keeping simplifies audits and protects your brand’s reputation.
Selecting an ink dispensing system is a long-term partnership. You aren’t just buying hardware; you are buying a workflow solution that must evolve with your business.
As your business grows from 10 colors to 30, can your dispenser grow with you? Modular ink dispensing machines allow you to add more pumping stations and storage tanks without replacing the entire central unit.
Precision machinery requires maintenance. When choosing a supplier, ensure they offer:
Remote Diagnostics: Can they log in to fix software glitches?
On-Site Calibration: Regular scale and valve calibration are essential for maintaining the ±0.1g accuracy required for film substrates.
Training: Comprehensive training for your “Ink Room Manager” to ensure they are getting the most out of the press-return software features.
In the competitive world of flexible packaging, margins are thin and quality expectations are sky-high. You cannot afford the inconsistencies, waste, and rework associated with manual ink mixing.
By investing in a high-precision ink dispensing system, you are solving the core challenges of film substrates at the source. You are ensuring perfect adhesion, consistent color, and food-safe drying profiles, all while drastically reducing your overhead and material waste.
Don’t let your ink room be the bottleneck that holds back your printing potential. Move beyond the bucket and embrace the science of automated ink mixing.
Is your current ink room costing you money in wasted film and rejected batches? It’s time to see what a purpose-built ink dispensing machine can do for your bottom line.
Download our comprehensive whitepaper: “The Converter’s Guide to Ink Room ROI: Automating for Film Substrates.” This guide includes:
A step-by-step ROI calculator for ink savings.
Technical specifications for PET vs. BOPP ink formulations.
A checklist for transitioning from manual to automated dispensing.
Our team of specialists understands the unique chemistry of flexible packaging. We offer a no-obligation Ink Kitchen Audit where we analyze your current ink usage, waste levels, and color matching speed to show you exactly how much an automated ink dispensing system will save your company.